
Turn your simple plastic IBCs into a smart and connected container fleet
Request a demo

Business challenges
Are you dealing with inventory shortages, quality control or IBC recycling challenges?

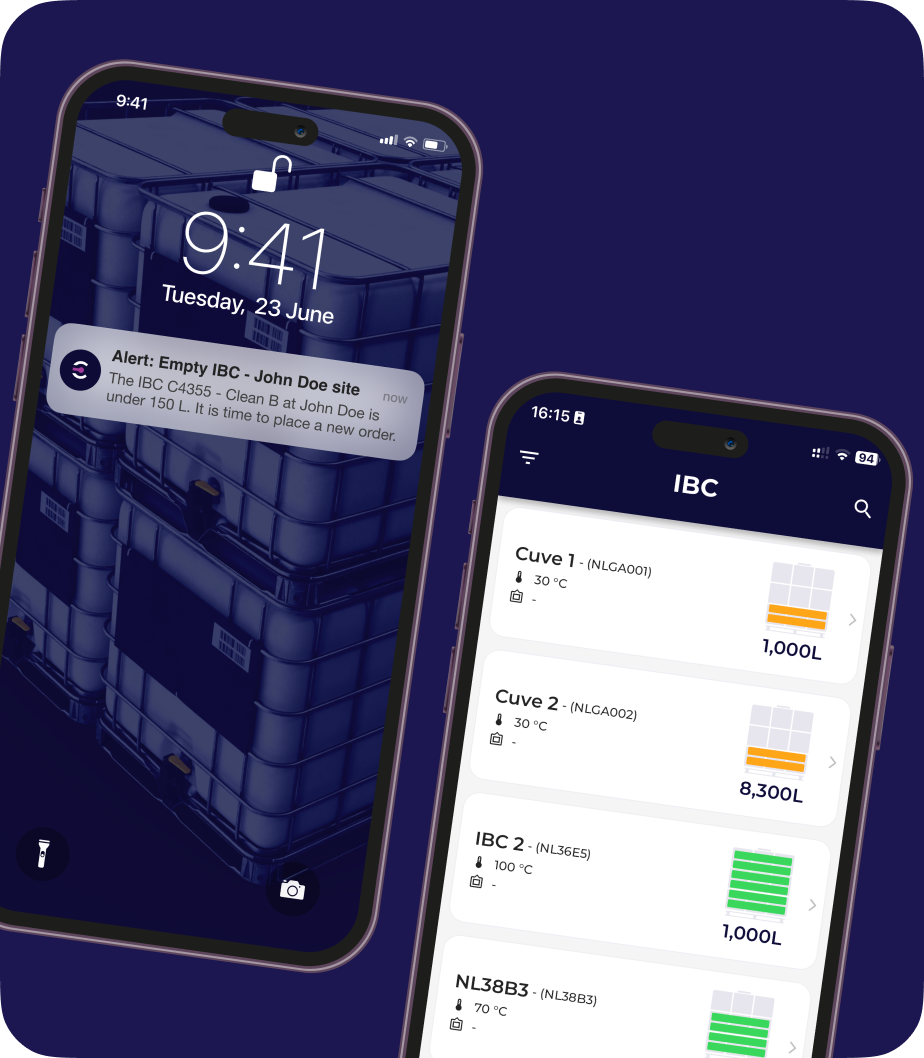
Empty IBC
Urgent orders
Lost or inactive IBC
Quality control
How are you supposed to recycle your IBCs if you don't know where they are?
Solution
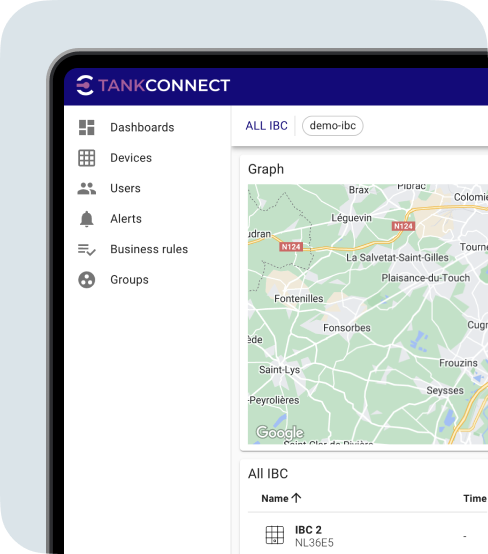
All your IBC fleet at your fingertips
Implementation
Make IBC monitoring and recycling easier with TankConnect


Non-intrusive and 100% wireless
Non-intrusive
Easy to install
Remote calibration
Shock & chemical resistant
Maintenance free
Patented solution
Instant visibility of key data
Fill level
Forecast
Temperature
Geolocation
Geolocation
ERP Integration

Request a demo
Support
Tailored and optimized customer support to meet your needs



Benefits
Why our users choose TankConnect
Why IBC manufacturers trust TankConnect

Innovation & customer loyalty
Stand out from the competition by choosing TankConnect. Our advanced solution goes beyond basic level monitoring, providing you with real-time access to temperature and geolocation data. Deliver exceptional support to your customers while ensuring the highest standards of storage conditions.
Circular Economy
Our solution empowers IBC manufacturers to play a pivotal role in sustainability. By implementing our system, you can maximize the lifespan of IBCs, reduce waste, and promote resource efficiency. Join the circular revolution and transform one-way IBCs from disposable waste to sustainable assets.
Why product distributors trust TankConnect
- Being able to geolocate containers at our customers' sites at any time, allowing us to optimize their turnover and, consequently, their profitability.
- Installing sensors regardless of the type or supplier of packaging.
- Easily using the platform and tracking KPIs.
In three words, my opinion is 'truly a plus'."
Visibility
No more manual monitoring, gain complete control and visibility over your IBC fleet with TankConnect. Locate empty containers, access real-time inventory and storage conditions, optimize delivery routes, and streamline operations for maximum efficiency.
Quality
Safeguard sensitive and hazardous chemical products with our solution. Continuous temperature monitoring and environmental tracking maintain product integrity, adhering to quality standards and providing peace of mind to distributors and customers.
Optimization
Avoid losses and improve your fleet management by tracking empty IBCs effectively. Anticipate customer needs and optimize your delivery routes with fully loaded trucks. Boost cost-effectiveness and customer satisfaction, leaving losses behind.
FAQ
Everything you need to know
- Sensor
- Interfaces
- Installation
- General
The calibration process is carried out remotely and automatically, eliminating the need for physical adjustments.